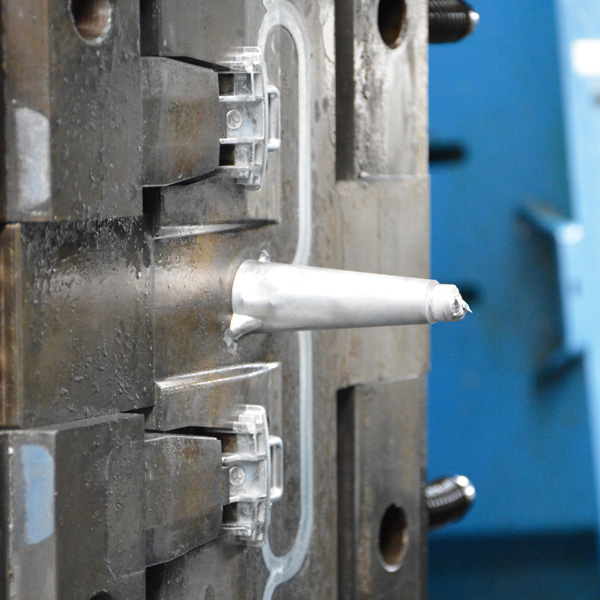
Thanks to optimized casting processes, even the most delicate die-cast zinc parts, and even those with extremely thin walls, can be produced with superior properties. Maximum dimensional accuracy, savings in weight and materials, as well as superb surface properties are all the results of many years of experience and optimizing the process. With the use of a number of ZAMAK alloys, including Z 410 and Z 430 as defined in DIN EN 12844, there is an unimagined spectrum of diversity in zinc die casting. The materials used are regularly monitored and examined by way of spectral analysis. The results can are most impressive: optimum surfaces at the highest precision.
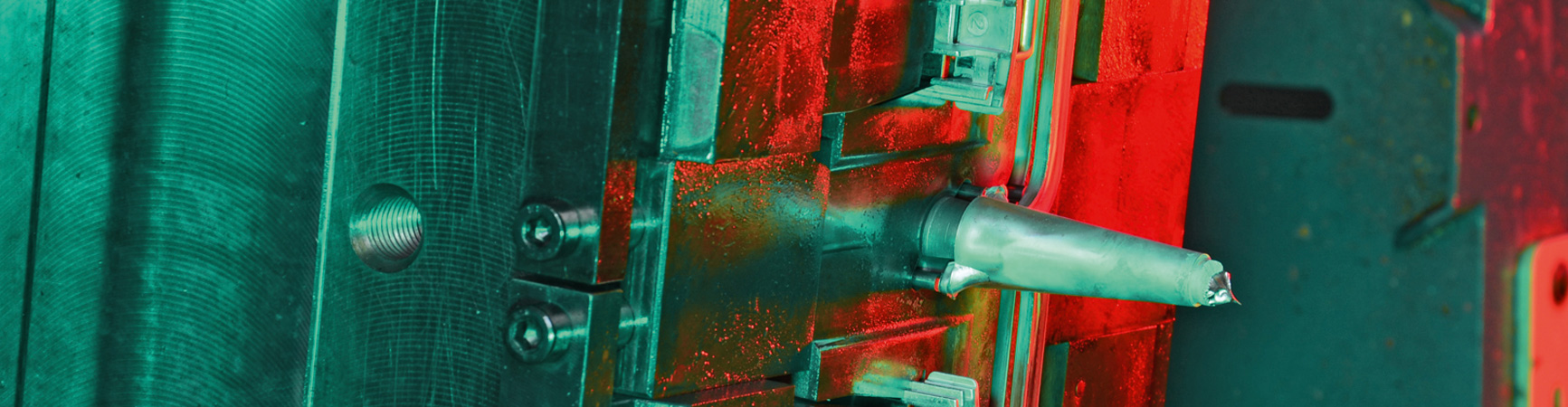
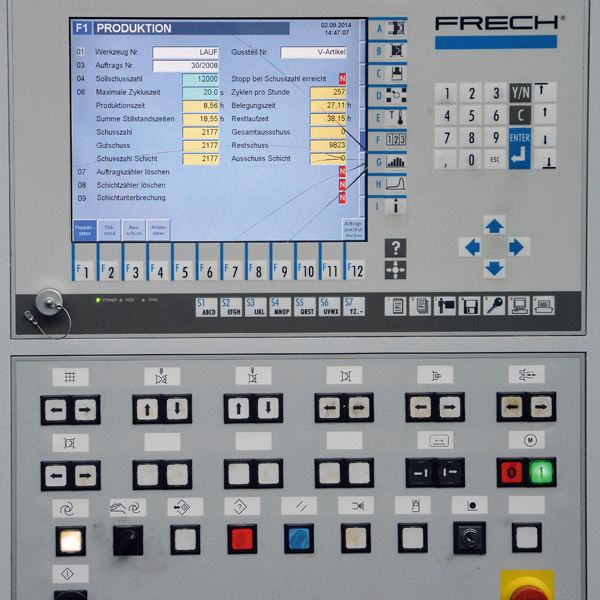
Twenty liquid-charged, hot-chamber die casting machines under CNC control are used to produce precision castings weighing between 1 g and 3,500 g. These units exhibit clamping power of 240 kN to 2,200 kN and in some cases are fitted with industrial robots. The modern smelting plant works in conjunction with integrated liquid charging at the automated casting machines operating under real-time control. Equipped with two electrically heated, two-chamber furnaces, the configuration ensures uniform temperature in the zinc alloys. The ERP online data acquisition installed here covers everything from order entry through to the evaluation of production and measurement logs. In this way every casting cycle is monitored, logged and documented.
Z410-Z430 ZAMAK alloys |
Hot-chamber zinc die casting machines |
FRECH die casting machines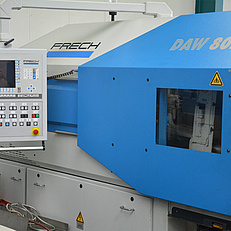 |
Zinc die casting process control |
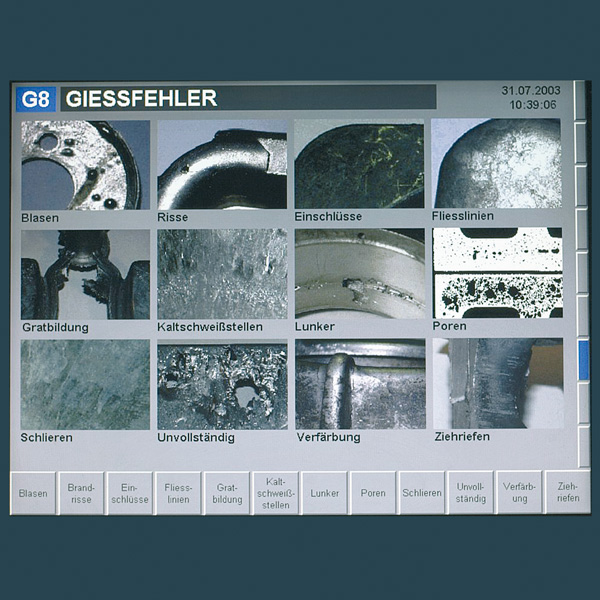
Zinc die casting QM documentation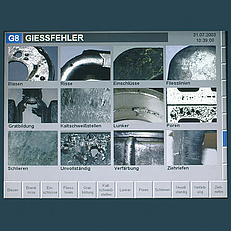 |
Zinc die casting liquid charging |
240 kN-2,200 kN clamping power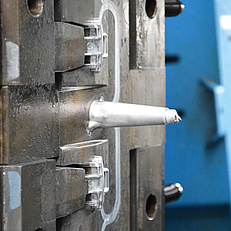 |
1g-3,500g die-cast zinc parts  |